










詳解碳鋼材質管道伸縮器焊接時應注意溫度變化及焊接位置
2016-8-4 8:10:24??????點擊:
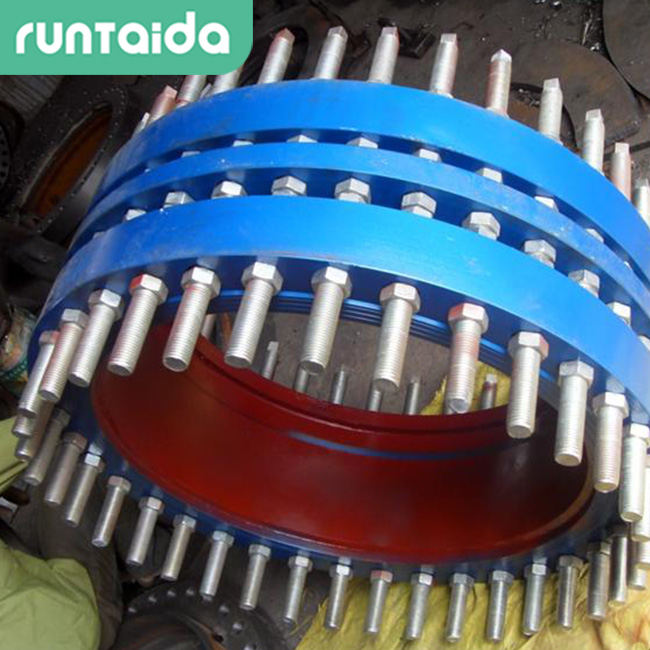
今天潤達管道專業技術員詳解碳鋼材質管道伸縮器焊接時應注意溫度變化及焊接位置。
碳鋼材質管道伸縮器在焊接時,應保證接口兩側及內外壁的溫度均勻,防止局部過熱。恒溫時間,碳素鋼為2-2.5分鐘。只要達到有手溫感即可。焊條使用前應烘干處理。
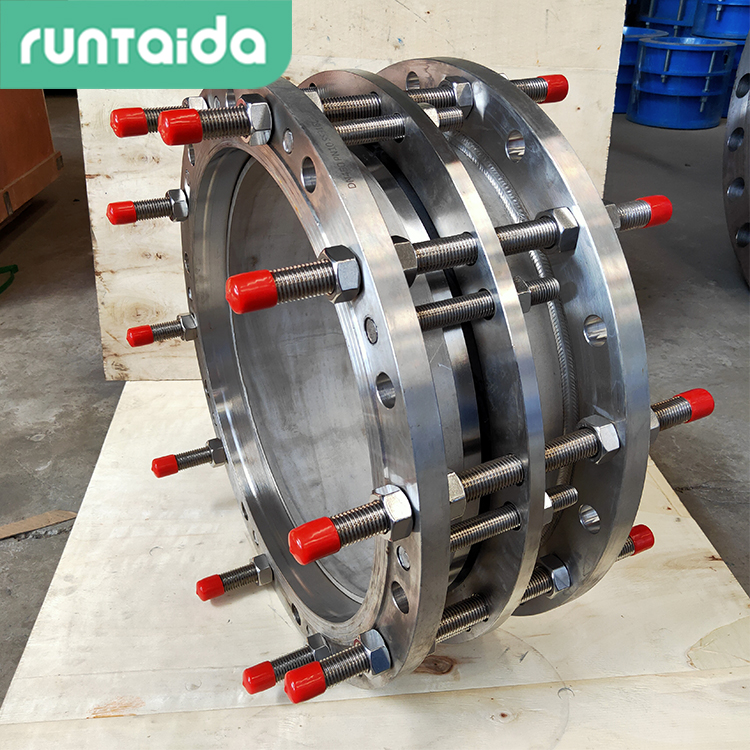
管道伸縮器管子對口后應保持在一條直線上,焊口位置在組對后不允許出彎,不能錯亂,對口要有間隙。對管時,可采用定心夾持器。
組對、點焊定位、施焊:一般可位于上下左右四處點焊,再經檢查、核對、調直后方可施焊。施焊前將點焊位置的焊渣清理干凈,將定位焊縫修成兩頭帶緩坡的焊肉點。管口排尺時,盡量為焊接創造條件,減少死口數量。
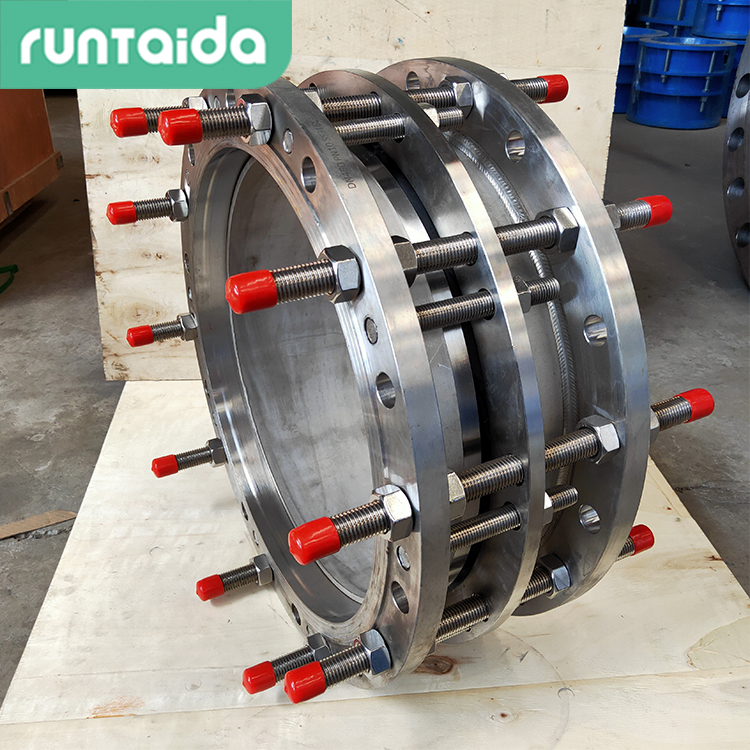
焊接時將焊口分成兩個半圓進行焊接:先焊前半圓,起焊時應從仰焊部位中心線提前5-15mm的位置開始,從仰焊縫坡口面上引至始焊處,用長弧預熱片刻,當坡口內有似汗珠狀鐵水時,壓短電弧,作微小擺動,待形成熔池再施焊,至水平最高點再越5-15mm處息弧。在后半圓的施焊過程中,仰焊前要把先焊的焊縫端頭用電弧割去10mm以上,以免起焊時產生塌腰現象,從而造成未焊透、夾渣、氣孔等缺陷。
不同管徑伸縮器焊接時,兩管管徑相差不超過小管15%,可對口焊接,否則必須插條焊接。

- 上一篇:根據設計好的加工伸縮器產品工藝過程,可確定工藝準備制造的作業 2016/8/4
- 下一篇:對伸縮器管道產品加工來說,產品的結構設計是設計工作最廣泛的形 2016/8/4